
What It Is: Simply said, orchestration is the means by which a process is managed across a set of entities in a connected ecosystem
Why It Matters: From a digital manufacturing standpoint, thinking of a facility as a connected ecosystem of digital elements creates a framework by which we can manage, coordinate, analyze, and optimize processes for the purposes of improving operating performance
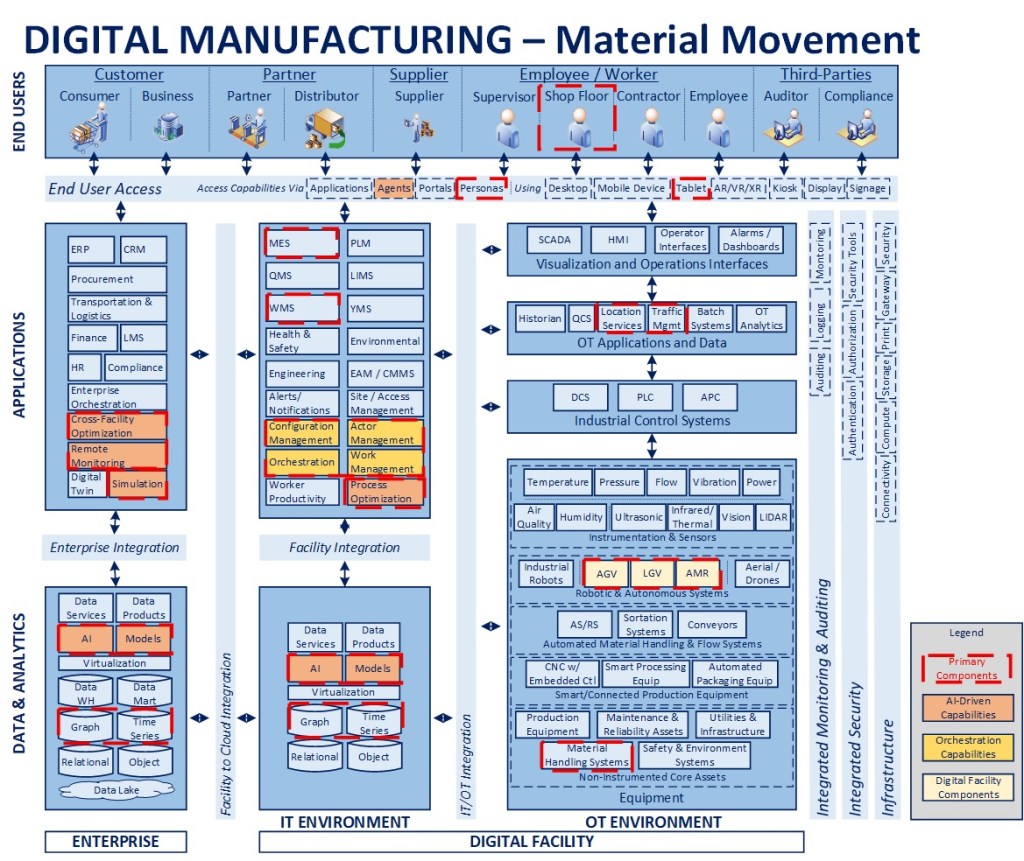
The above diagram highlights the elements of the blueprint from the previous article on Digital Manufacturing (link below) that will be discussed below
Key Concepts
- Fundamental to leveraging the blueprint is the concept of treating a facility as a collection of digital entities that are part of a dynamic, integrated ecosystem
- Because equipment can and likely will vary facility-to-facility (or even within a facility itself), there is a benefit to defining the architecture at a logical and abstract level, and then mapping to into individual physical elements present in the production environment. This allows for significant flexibility in the execution layer, while providing a common, reusable design that can be leveraged across facilities for the purposes of enabling analytics and optimization that otherwise would be much more expensive and complex to deliver at scale
- For the purposes of illustrating the concept, I will describe the base assumptions related to different components at each layer of the blueprint, using material movement as an example
- The example is not meant to be exhaustive, but rather to highlight some key assumptions to help highlight how the layers of the blueprint are meant to interact and interoperate at the macro-level. There are definitely more components involved at an implementation-level (e.g., choices of whether to use OPC UA or MQTT for IT/OT integration at a facility)
- The intention is not to suggest that the model in this example would be implemented in a big bang approach, but rather through a sequence of incremental steps as will be outlined below
- The basis for how the model is intended to operate is fundamentally rooted in Object-Oriented Analysis and Design (OOA/OOD), so some familiarity with those concepts may be helpful when reviewing the next set of assumptions
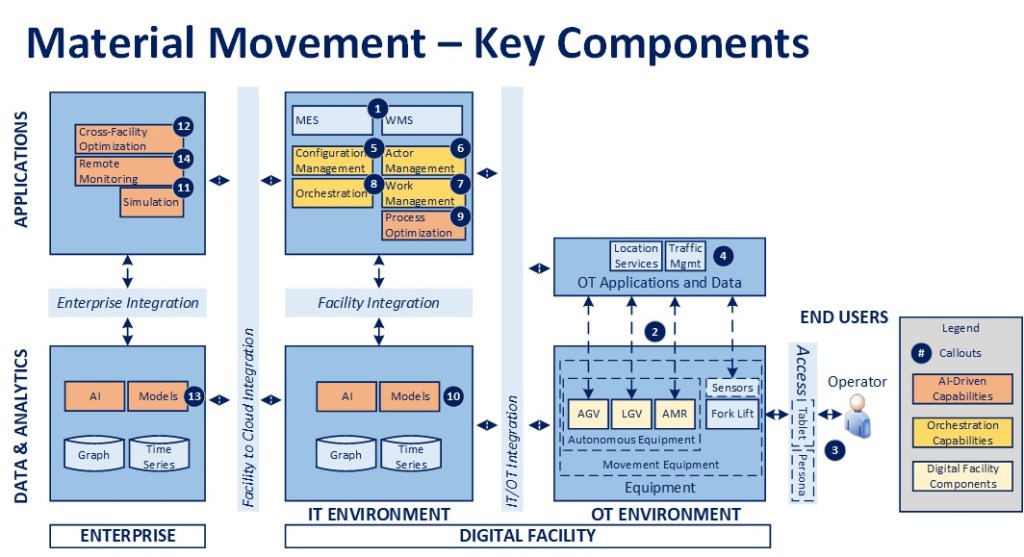
The diagram above represents the subset of components that are relevant for this more detailed illustration of how the blueprint is intended to work. I will break this down into three parts: how the model fits together overall, providing some clarity on the role of each of the components that are called out (using the numbers above as a guide), and finally how this could be approached from an incremental standpoint over time.
Overall Concepts
- The blueprint assumes a base framework for organizing, tracking, and managing work across a set of digital components in a connected factory environment
- The means for coordinating work is largely about orchestration, which assumes business rules and workflow that govern how processes in the facility work, and for which performance data would be collected for the purposes of performing analytics
- The more than the infrastructure is extended to include additional processes, devices, and capabilities, the more optimization opportunities could be surfaced within and across facilities over time
Key Elements of the Model
- MES and WMS – The base assumption is that most or all of the material movement requests will originate in one of these two applications
- Movement Equipment – The assumption is the integration for the various types of material movement equipment will be done so that there is as much standard data exchanged as possible to facility cross-device analytics and process and performance optimization
- End User Access – For the purposes of making a forklift “appear” relatively equivalent to its autonomous counterparts, the assumption is that the operator will both be provided work assignment through a mobile device and that the device itself will be digitally “visible” through a set of sensors that are added to provide location and other available telemetry data
- Traffic Management and Location Services – It is assumed, given the near real-time nature of the devices, that location tracking and some level of traffic management will occur in the OT environment itself. There is assumed to be a sufficient level of secure and reliable wireless connectivity available at a facility to enable this capability
- Configuration Management – At an overall level, from a modeling standpoint, the goal is to enable the framework by designing each of the individual components as an “actor” (an entity capable of interacting with the rest of the digital ecosystem) with a set of associated capabilities and operating characteristics that ultimately help to track and evaluate its function and performance within a given facility. This is the core area where the object-oriented analysis and design of various components of the digital facility environment would be defined and built out over time. Managing by configuration allows for an abstraction of the operating model from the physical equipment and actors at a given location
- Actor Management – As individual components are identified and integrated into the digital facility environment, there needs to be a mechanism to identify and assign the logical entities of the design to physical assets, along with tracking basic information about their state (for example a specific type of actor would exist for each derived type of autonomous vehicle, but that would need to be actively mapped to each physical device that is in place, so there is a way to translate the logical to the physical, and track things like battery status, whether the actor is presently addressing a task, awaiting work, completed a task successfully, etc.)
- Work Management – With various types of connected components identified and being managed, there needs to be a capability to establish rules for what kind of work should be served by which kinds of devices. Having a separate component that is aware of both the existing configuration and types of actors available creates a dynamic way to analyze, adjust, and optimize that distribution of work as needed without needing to change any of the integration in place
- Orchestration – Having a configuration defined, a way to map logical entities to physical assets, and assign work to one or more components in a digitally connected ecosystem, the orchestration capability can provide a dynamic mechanism to manage material movement across connected actors, while tracking process and task performance
- Process Optimization – This capability would specifically look at data collected via the above components and look for optimization opportunities that could be fed back into work management and orchestration
- Facility Data & Analytics – This set of components is highlighted simply to note that data would be gathered at the edge in multiple formats to support local tracking and optimization, as well as model integration and execution
- Simulation – With data being published to the enterprise from individual facilities, the simulation component would be tasked with modeling various scenarios to identify performance improvement or cost optimization opportunities that could be fed back to the facility level
- Cross-Facility Optimization – Given the results of various simulation scenarios, a level of cross-facility optimization should be possible, whether that involves fleet composition, work assignment, or some other dimension surfaced through the simulation process
- Enterprise Data & Analytics – Different than the facility data environment, the enterprise solutions would have a broader focus across facilities for model development and process improvement identification
- Remote Monitoring – This capability is somewhat separate from those involving orchestration and optimization, but the point is that, once you have a standard for connecting and exposing telemetry and other data associated with digital components, a level of remote monitoring and support is possible that could provide efficiencies at scale
Phasing in Capabilities Over Time
- As was stated in the overview above, the blueprint is meant to serve as a reference architecture to guide implementation efforts over time and promote long-term, sustainable value creation. As such, it can be implemented in an incremental fashion, as long as certain steps are taken along the way to promote interoperability and extensibility of the design
- This may not be how the implementation flow works in practice, but provides a way to conceptualize one way to build out the model in parts that create incremental value over time
- Step 1: Model the Framework and Endpoints: This is arguably one of the most difficult steps, because it requires a level of understanding in terms of the longer-term workings of the model overall. In this case, that means designing to expose and capture telemetry, route, and process performance data across a set of material movement devices
- Step 2: Standardize Integration: Once the model is developed, integration should be standardized to allow abstraction of the various material movement devices so that, from a process standpoint, the means by which material movement is decoupled from the activity itself. This provides longer-term flexibility in changing the makeup of the fleet without having to redesign the infrastructure for how material movement is accomplished in a given facility (or for a specific product setup)
- Step 3: Incrementally Implement and Gather Data: The assumption is that one type of device could be brought online at a time to test and prove out the infrastructure (including route, task completion, and process performance data), then incrementally add more devices types until all are digitally integrated and collected
- Step 4: Expose to the Enterprise: Once the digital integration is accomplished within a facility (either at an individual or collective level depending on the business need), it can then be exposed to the enterprise to provide visibility on the behavior of the fleet at each location
- Step 5: Add Remote Monitoring: Depending on the operating model, once the devices are digitally integrated, it should be possible to add a layer of remote monitoring to support ongoing maintenance and reliability activities across facilities
- Step 6: Add Orchestration: With multiple types of connected devices, orchestration can be added to provide more of a dynamic capability for assigning directed work, whether that is to forklift operators or autonomous equipment
- Step 7: Analyze and Optimize at a Facility-Level: Having gathered performance data and established a more dynamic means to assign and manage work, facility-level optimization can be done to improve material handling across all connected devices (individually and collectively)
- Step 8: Integrate at the Enterprise-Level: With data gathered and analyzed across device types, it can be published to the enterprise data solutions to provide visibility into operating characteristics across individual facilities
- Step 9: Analyze and Simulate at the Enterprise-Level: Given data gathered across multiple device types and locations, it becomes possible to run simulations to model different scenarios for fleet composition and the relative impact of changing the makeup of devices and assignments by facility
- Step 10: Optimize Across Facilities: With the output of various simulation scenarios having been generated, a level of cross-facility optimization could be performed to further optimize enterprise-level operating performance
Wrapping Up
Hopefully, providing a more concrete example sheds more light on the power of managing a digital facility as a digitally connected ecosystem. The manufacturing environment itself is fundamentally layered and complex, so the elegance and layering of the solution, along with how complexity is insulated and abstracted is important in building out a resilient infrastructure that can operate and optimize across a variety of production settings that leverage highly varied pieces of equipment.
For Additional Information: In Practice: Digital Manufacturing – The Blueprint
Excellence doesn’t happen by accident. Courageous leadership is essential.
Put value creation first, be disciplined, but nimble.
Want to discuss more? Please send me a message. I’m happy to explore with you.
-CJG 03/24/2026
