
What It Is: This manufacturing blueprint is intended to serve as the overarching conceptual design for a future state digital factory environment. It is meant to help inform and guide design decisions, adjusting as new capabilities are available, and allow for incremental evolution over time that conforms to an overall, integrated design.
Why It Matters: Designing a future state manufacturing environment is a complex activity for multiple reasons, the layering of technical and non-technical components, the interaction of human and machine elements, layers of processes (some or all of which may not be standardized), safety and failure points in the production process, operating conditions and constraints, limitations of technology infrastructure at physical locations, and so on. Having a blueprint creates a “north star” concept that can inform individual implementation efforts in the interest of guiding investments, capturing the cumulative value of those efforts, and ultimately optimizing worker productivity, improving safety, reducing unplanned events, limiting waste, improving quality, and optimizing production over time in an intentional and disciplined way, driven by a combination of architecture and engineering.
Summary View – Concepts
- Designing a connected ecosystem requires a broader view of the model itself, with a mindset geared towards reality, not an ivory tower that doesn’t and may never exist
- That being said, the “building blocks” need to be identified so the future state model is architected and elements of the design can be leveraged in a way that components will “fit” and interoperate seamlessly, even if they are built through incremental efforts over time (if at all)
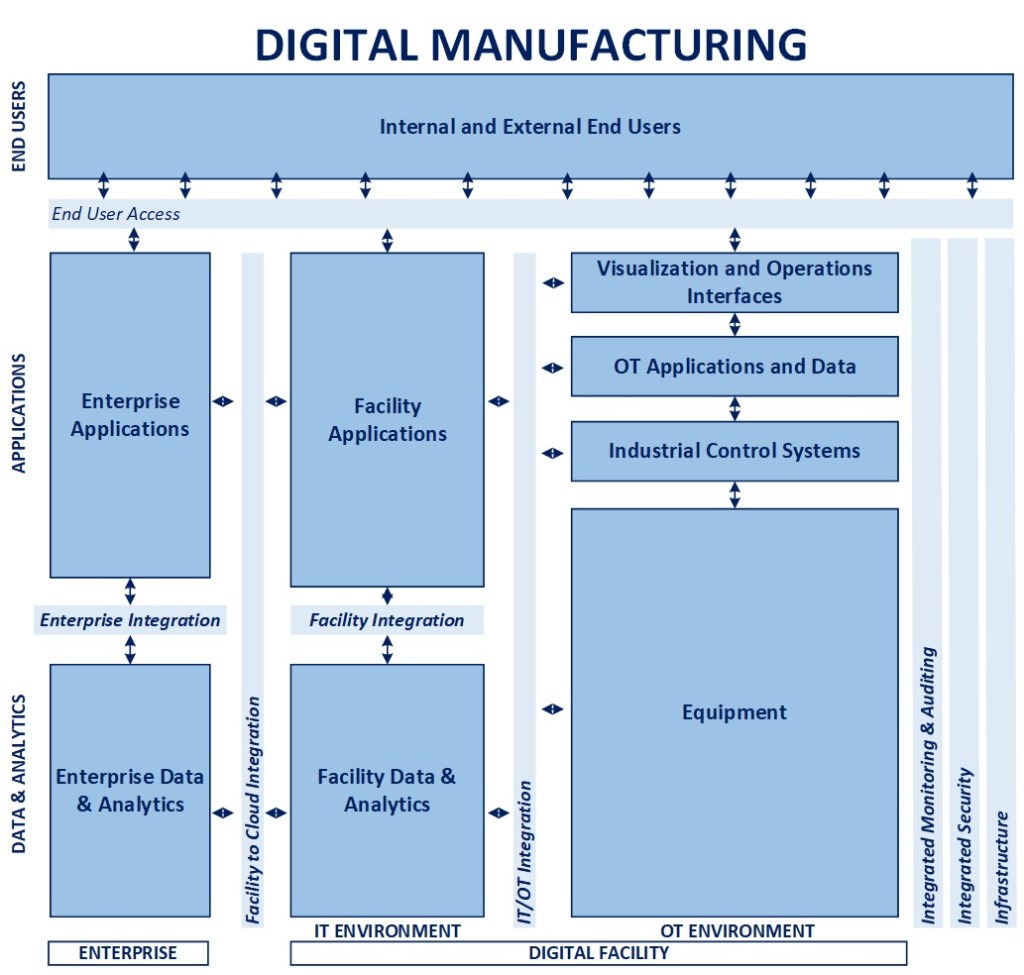
- The above diagram is an evolution of the Purdue (ISA-95 Standard) model, meant to show the various connected groupings of elements that will comprise the future manufacturing environment, from the IT/OT environments within a facility to the enterprise elements and those that serve digital workers, customer, suppliers, and partners
- The facility OT environment mimics Levels 0-2 of the Purdue model, with a separation of concerns between equipment (digital and non-digital), industrial control systems, the applications and data solutions, and ultimately the visibility layer that interact directly and provides visibility into that equipment. It is a foregone conclusion that for many manufacturers where more than one facility is in operation, the machinery and composition of this environment will vary, especially as the footprint increases
- The facility IT environment represents the applications and data solutions, some connected, some standalone, that operate at a facility at a logical level (i.e., there may be cloud-based applications utilized, but that are facility-focused), running on edge computing resources. The separation of concerns between the application and data layers reflects the conceptual architecture I discuss further in my Intelligent Enterprise 2.0 article (linked below)
- The enterprise level supports the applications and data solutions that provide capabilities that span facilities, serve broader needs (e.g., ERP, Finance, Procurement), and enabling computing capabilities that would not make economic sense at each facility (e.g., model development)
- All of these environments are supported by a common set of infrastructure elements that are secured and enabled to provide integrated monitoring and auditing, along with standard integration methods, between the IT/OT environments, the facility and cloud, and these internal capabilities and end users who need to access and consume the services
- The end user layer is meant to represent and include all the stakeholders, internal and external to the organization (including contractors at a facility, as an example) who need secure, role-based access to the technologies across all three layers of the environment
Blueprint View – Concepts
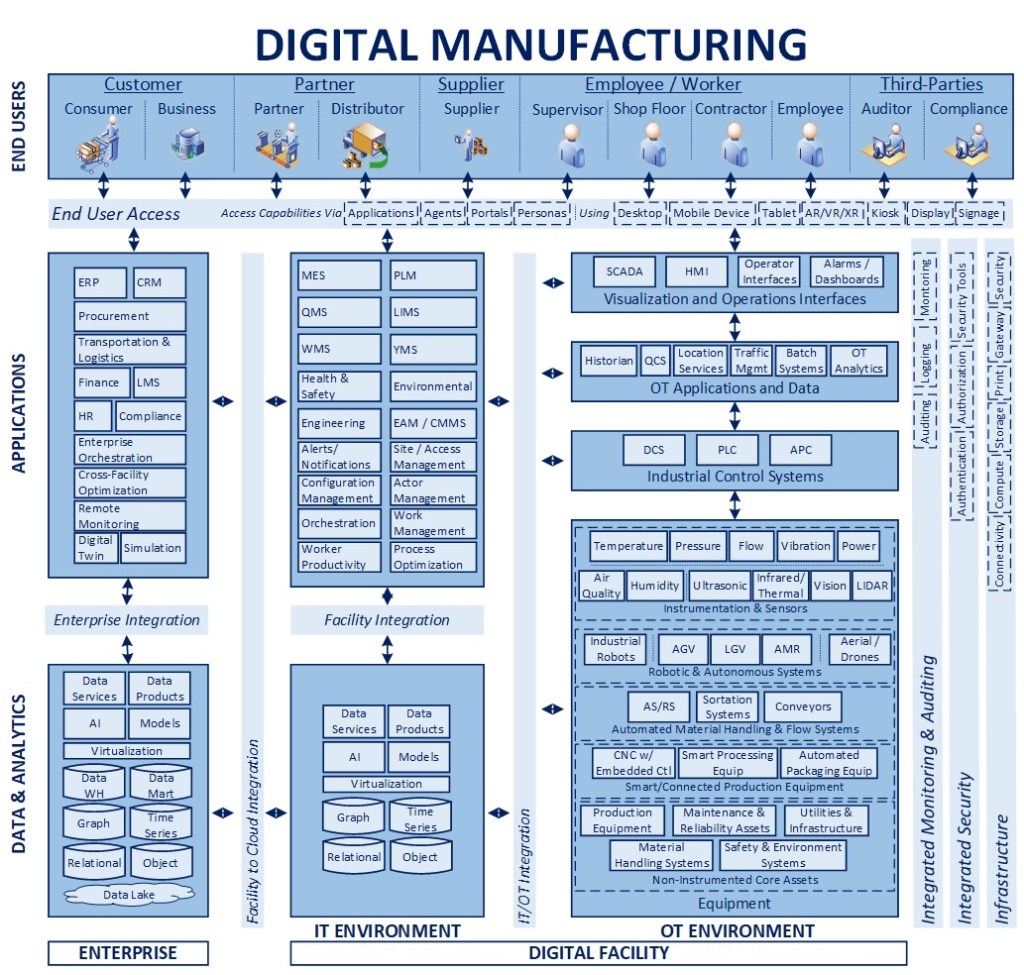
The next level of elaboration of the model above includes a representative set of solution components in each category of the larger model. Given the differences across types of manufacturing (discrete, process, etc.) and wide variety of equipment that can come into play, the first step of applying this concept in a “real world” situation would be to tailor and adjust it to the right components that can and would apply (present or future state) to a facility of set of facilities.
Facility – OT Environment
- As was mentioned in the introduction above, the variability in equipment itself can be very significant, so there is a representative set included for the purpose of illustration, but it would need to be modified as appropriate to a specific organization
- The primary concepts are the sub-groupings within the equipment category, from entire standalone, non-digital core assets to digitally enabled equipment, sensors, and robotics that can work in concert with those items
- The supporting layers, from industrial controls, applications, and interfaces are largely consistent with the Purdue model, with additional elements for some more advanced capabilities that come into play as we evolve the broader model
- The overall assumption with the OT environment remains that it is focused on execution of the manufacturing process, real-time data and decision-making that enables workers on the shop floor
Facility – IT Environment
- The facility IT environment brings in the data solutions and applications that provide a means to analyze, manage, and orchestrate the underlying shop floor activities
- Data solutions need to be able to manage multiple types of data, from time series data coming via sensors and equipment to graph-oriented representation of equipment hierarchies and video files from computer vision systems
- The application layer has traditional applications for manufacturing execution (MES), warehouse management (WMS), and so on, but with some additional capabilities that I will highlight in the next section of the article
- Again, not all applications identified in the “facility” layer may necessarily be running in the facility environment on edge computing resources, but logically, the assumption is that some or all of those identified are likely being utilized
Enterprise Environment
- The enterprise environment can and will include more applications than those listed, but the ones listed as for the purposes of reflecting ones that have a connection into the manufacturing ecosystem in one way or another
- The data solutions would process larger volumes of data, for purposes like model development (via a data lake), broader cross-facility analytics, simulation and so on
- Part of the role of the enterprise applications would also provide a means to connect the activity and execution from any individual facility to its associated supply chain, other facilities, and so on
Supporting Layers
- The Infrastructure layer, as represented, would provide connectivity and capabilities, from the individual facility to the enterprise, that provides a secure, reliable, and performant environment for other capabilities to be provided
- The Security layer would provide capabilities to enable end user access control and identity management, vulnerability management, and zero trust to the appropriate level from the OT layer to the enterprise
- The Intelligent Monitoring capability is aligned to my recent article on this topic (link below)
End User Access
- The end user layer is elaborated to include a representative set of end consumers of technology capabilities, from the shop floor worker and supervisors to customers, partners, and suppliers
- The assumption is that technology capabilities would be delivered through a defined set of mechanisms and devices for which standards can be developed to promote a consistent experience, regardless of delivery channel
From here, I’ll highlight some key components that are part of the evolution of the model itself.
Looking Forward – Concepts
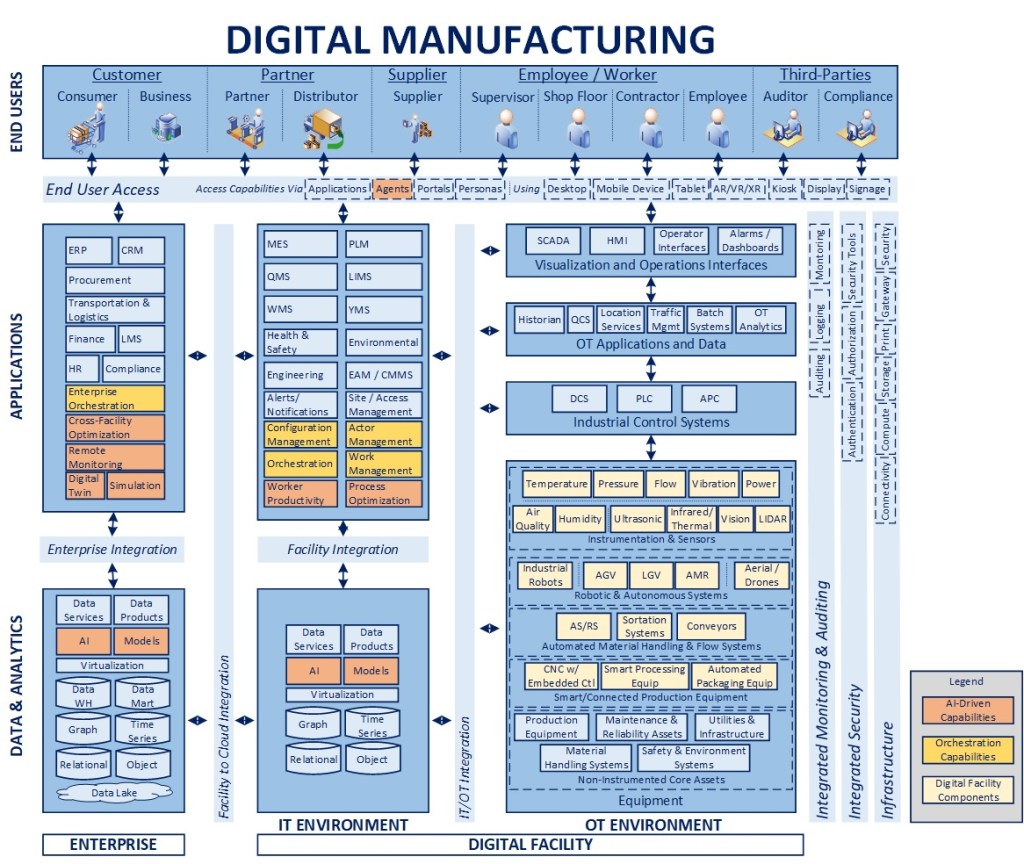
The above diagram highlights three dimensions that are part of the evolutionary story of the digital facility, moving from the physical to the digital, from an “engineered” towards a more “architected” environment. I will write additional articles to elaborate the concept of the execution model and each of these areas in more detail, so this is meant to provide a summary of the core concepts only
Digital Equipment
- The general premise is to evolve from a set of largely disconnected and non-instrumented core assets in a facility to a digital world of connected, intelligent assets that support and enable optimization and reliability
- A large number of organizations have digital equipment today, and sensors of various types. The key aspect in the blueprint is how they are defined, modeled, and integrated into the larger ecosystem to enable other capabilities described below
- Given reality is and always will be a blend of the new and the existing, I am planning to write a specific article on how I think about the blending of the two from an architecture standpoint in the interest of maximizing the value of assets across facilities in a heterogenous environment
Artificial Intelligence
- While the term AI is thrown around more now than ever, understanding and identifying the touchpoints where it creates value in the manufacturing environment requires far more discipline and thought to obtain the most value for the investment
- The core concept in relation to AI (beyond basic AI/ML capabilities) is that it plays five fundamental roles in the future manufacturing environment: optimizing performance of equipment (via asset health), optimizing performance of a facility (via process optimization), optimizing performance across a set of facilities and a broader application ecosystem involving manufacturing processes, optimizing product and facility investments (via digital twin and simulation capabilities), and optimizing digital worker safety, efficiency, and efficacy (via agents and orchestration capabilities)
- Individual components related to the delivery of these capabilities are highlighted in the model above that will be explored in a future article on the future of distributed intelligence in manufacturing
Orchestration
- The final component in a digital manufacturing future is the most critical, which is creating the capability to digitally orchestrate activity between human and machine elements, within and across facilities, in a way that is monitored, analyzed and optimized over time
- There are various components identified on the diagram that will be part of a third future article on the overall model for execution and orchestration, but the key element is that there will be facility and enterprise elements to how the value is created over time, with the ability to scale these capabilities as new technologies and components are available within the broader, connected digital ecosystem
Wrapping Up
In drawing out the concepts associated with this blueprint, the overarching concept is that the future world of manufacturing needs to be more connected, insight-driven, and orchestrated in the interest of optimizing performance, safety, quality, and efficiency. I hope the concepts were thought provoking. Feedback is always welcome.
For Additional Information: InBrief: Defining Manufacturing Maturity, InBrief: Digital Manufacturing, InBrief: The Intelligent Enterprise 2.0, InBrief: Intelligent Monitoring
Excellence doesn’t happen by accident. Courageous leadership is essential.
Put value creation first, be disciplined, but nimble.
Want to discuss more? Please send me a message. I’m happy to explore with you.
-CJG 03/23/2026
